
Penetrációs folyadékok
A penetrációs kenőanyagok nem kiegészítő segédeszközök, hanem a szakszerű bontási technológia alapvető elemei. Előző cikkünkben elemeztük, hogy a beragadt kötőelemek kezelése nem egyszerű szerelési nehézség, hanem komplex anyagtani, tribológiai és technológiai probléma, amelynek megértése nélkül a beavatkozás kimenetele nagymértékben esetleges marad.
Elemzésre került az is, hogy a hagyományos, erőalapú megközelítés – hosszabbító cső (erőkar-növelés), ütvecsavarozó, nyomatéksokszorozás – a modern járműszerkezeteknél olykor kifejezetten káros módszernek is tekinthető.
Nem csak a rozsda áll velünk szemben
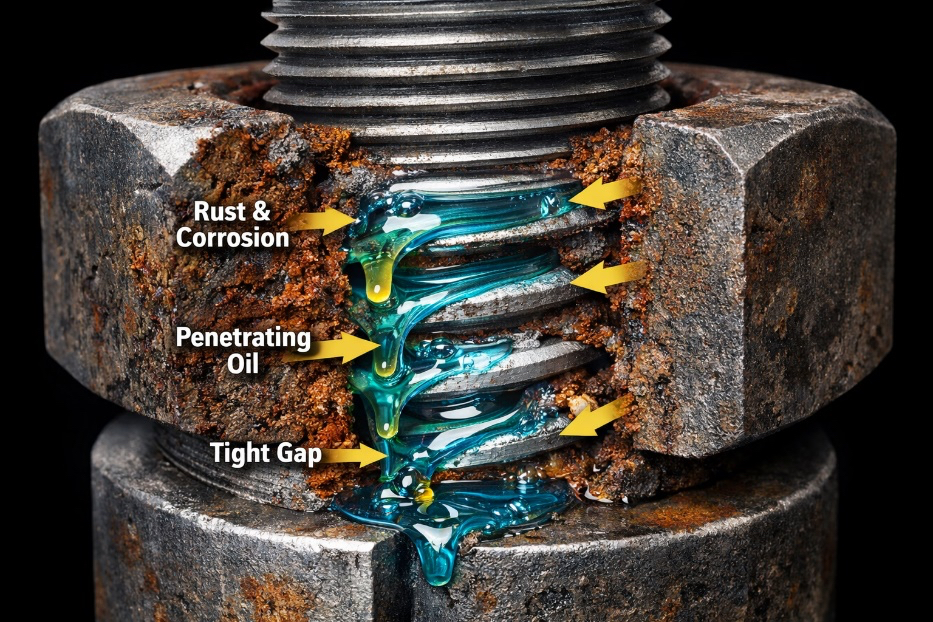
A nagy szilárdságú csavaranyagok, a vékonyfalú öntvények, az alumínium és ötvözött könnyűfém szerkezetek, valamint a kombinált anyagpárok miatt a kötőelemek viselkedése szétszereléskor alapvetően eltér attól, amit a klasszikus acél–acél kapcsolatoknál megszokhattunk. A beragadt kötőelemek kialakulásának megértéséhez elsőként el kell engedni azt az egyszerűsítő elképzelést, hogy a probléma oka pusztán a „rozsda”. A korrózió valóban meghatározó tényező, de önmagában nem magyarázza a jelenséget. Az acél oxidációja során keletkező vas-oxidok térfogata többszöröse az alapfémének, ami a menetes kötésben radiális (sugár) irányú feszítést hoz létre. Ez a feszítés a meneteket egymásba préseli, növeli a felületi nyomást, és olyan állapotot hoz létre, amelyben a menetek közötti mikrorések gyakorlatilag megszűnnek. Ezzel párhuzamosan a korróziós termékek porózus szerkezete magába zárja a nedvességet, elektrolitként működik, és gyorsítja a korróziós folyamatot. A kötés tehát nem statikus állapotban „rozsdásodik be”, hanem folyamatosan fejlődő, önmagát erősítő rendszerként viselkedik.

A korrózió mellett kiemelt szerepet játszik a hideghegedés (galling) amely különösen gyakori rozsdamentes acél–acél, alumínium–acél és nagy szilárdságú csavar–alumínium öntvény párosítások esetén. Ilyenkor a probléma nem kémiai, hanem mechanikai eredetű. A felületi érdesség csúcspontjai nagy nyomás alatt lokálisan képlékenyen deformálódnak, az oxidréteg felszakad, és fémes érintkezés jön létre, a fématomok között adhéziós kapcsolat alakul ki, amely mikroszkopikus méretű hideghegedési pontok formájában jelenik meg. Lazításkor ezek a pontok letörnek, de a törésfelületeken újabb hideghegedési kapcsolatok jönnek létre, ami láncreakciószerűen növeli a súrlódást. Ennek eredménye az a jól ismert jelenség, amikor a csavar nem fokozatosan enged, nem „ropog”, hanem egy adott nyomatékszint elérésekor hirtelen elszakad.
A helyzetet tovább bonyolítják a hőtágulási ciklusok, amelyek a jármű üzemelése során folyamatosan jelen vannak. Kipufogórendszerek, turbófeltöltők, féknyergek és futóműcsomópontok környezetében az eltérő anyagok eltérő hőtágulási együtthatója miatt minden egyes melegedési és lehűlési ciklus mikroszkopikus relatív elmozdulásokat hoz létre a menetek között. Ezek az elmozdulások egyrészt mechanikusan roncsolják a felületet, másrészt újabb utat nyitnak a nedvesség és a szennyeződések számára. Az így alaposan „hőkezelt” (sic!) kötés idővel nem egyszerűen „szoros” lesz, hanem anyagszerkezetileg átalakul, és egyfajta kényszerkapcsolattá válik.
És a felmentősereg
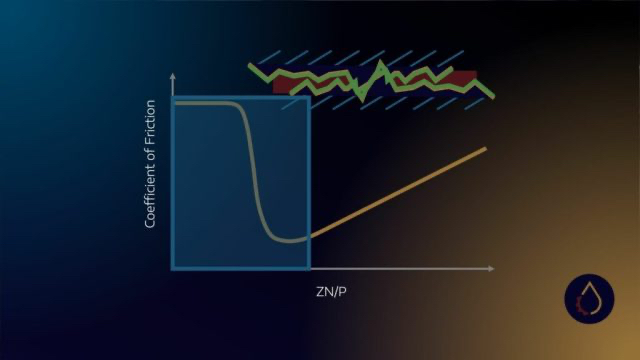
Ebben a komplex állapotban lépnek be a penetrációs kenőanyagok, amelyek működését nem kenéstechnikai, hanem elsősorban felületfizikai szempontból kell értelmezni. A penetrációs olaj elsődleges feladata nem a klasszikus értelemben vett kenés, hanem a kötésben kialakult mikroszerkezet fellazítása. Ennek alapfeltétele az alacsony dinamikai viszkozitás és az alacsony felületi feszültség, amelyek lehetővé teszik, hogy az anyag a kapilláris hatás révén behatoljon olyan résekbe is, amelyek mechanikai úton már nem hozzáférhetőek. A korszerű csavarlazítók oldószerkomponensei részben feloldják, részben fellazítják a korróziót, miközben a hordozóolaj fokozatosan mélyebbre szivárog a menetek közé. Az EP (Extreme Pressure – extrém nyomásálló) - adalékok ebben a fázisban nem klasszikus kenőfilmet képeznek, hanem határkenési állapotot hoznak létre, amely csökkenti a fémes érintkezések súrlódását és megakadályozza az újabb hideghegedési pontok kialakulását.
Fontos szakmai különbséget tenni az univerzális spray-k és a valódi penetrációs kenőanyagok között. Az olyan termékek, mint a WD-40 alap változata, elsősorban vízkiszorításra, felületi védelemre és könnyű kenésre készülnek. Bár bizonyos esetekben segíthetnek, erősen korrodált vagy hideghegedett kötések esetén nem biztosítják azt a mélységi behatolást és tribológiai hatást, amely a biztonságos szétszereléshez szükséges. A professzionális műhelyekben ezért külön kategóriaként kezelik a nagy teljesítményű csavarlazítókat, a rozsdasokk vagy fagyasztó spray-ket, valamint a szilárd adalékos, például molibdén-diszulfidot vagy grafitot tartalmazó kenőanyagokat.
A penetrációs folyamat egyik leggyakrabban alábecsült tényezője az idő. A csavarlazító hatása nem azonnali, hanem időben lejátszódó fizikai és kémiai folyamat. Az oldószernek időre van szüksége a korrózió fellazításához, a hordozóanyagnak a kapilláris beszivárgáshoz, az adalékoknak pedig a felületek közötti határkenési állapot kialakításához. A „befújom és azonnal tekerem” gyakorlat ezért nemcsak hatástalan, hanem kifejezetten növeli a csavartörés kockázatát. Erősen beragadt kötések esetén a többszöri kezelés, a hosszabb – akár órákban mérhető – behatási idő a technológia szerves része, nem pedig időpazarlás.
A penetráció hatékonyságát jelentősen növeli a kontrollált hőtechnikai rásegítés. A hő alkalmazása nem az olaj „aktiválásáról” szól, hanem a differenciált hőtágulás kihasználásáról. A csavar általában gyorsabban melegszik fel, mint a környező anyag, ami átmeneti mikroréseket hoz létre a menetek között, a melegítés hatására az olaj viszkozitása csökken, a lehűlés során pedig a térfogatváltozás szívóhatást eredményez, amely szó szerint behúzza a kenőanyagot a kötés mélyére. A forrasztópákával vagy hőlégfúvóval végzett, ciklikus melegítés–hűtés ezért nagyságrendekkel hatékonyabb, mint az egyszeri befújás. Nyílt láng alkalmazása ezzel szemben kifejezetten ellenjavallt, mivel az olaj elég, a felület oxidálódik, és a kötés tovább romlik.
A mechanikai rásegítés ebben a rendszerben nem az erő növelését, hanem az impulzus alkalmazását jelenti. És itt érünk el az impulzuskulcsok lényegéhez: az enyhe, tengelyirányú ütőhatás mikroszkopikus repedéseket hoz létre a korróziós rétegben, és elősegíti a penetrációs anyag további behatolását. A lazítás során alkalmazott technika döntő jelentőségű: a csavar enyhe meghúzása, majd oda-vissza mozgatása csökkenti a felületi feszültségeket és megszakítja a hideghegedési láncolatot, míg az egyirányú, növekvő nyomaték szinte garantálja a törést.
A szétszerelést követően a szerelő felelőssége nem ér véget. A visszaszerelés során alkalmazott kenőanyag, paszta vagy éppen a száraz szerelés eldönti, hogy a kötés évekkel később bontható marad-e. Magas hőterhelésnél réz-, illetve kerámiapaszta, nagy nyomatékú kötések esetén molibdén-diszulfid adalék alkalmazása indokolt, míg száraz szerelés kizárólag ott elfogadható, ahol azt a gyári technológia kifejezetten előírja. Környezetvédelmi szempontból a penetrációs kenőanyagokkal érintkező alkatrészek veszélyes hulladéknak minősülnek, így például a lengéscsillapítók megsemmisítése előtt a gáz- és olajteret ki kell fúrni, a fáradt olajat pedig elkülönítve kell gyűjteni.
Összességében a beragadt kötőelem nem „szerencsétlenség”, hanem korábbi anyagválasztási, szerelési és karbantartási döntések következménye. A penetrációs kenőanyag nem csodaszer, hanem egy precízen alkalmazott fizikai eszköz, amely megfelelő időzítéssel és technológiával kombinálva képes a kötést anyagszerkezetileg újra „bontható állapotba” hozni. Aki ezt rendszerszinten érti, az nemcsak kevesebb csavart tör el, hanem valódi kontrollt gyakorol a szerelési folyamat felett, ami a professzionális szerelés egyik legfontosabb ismérve.
Az alábbi lista Magyarországon ténylegesen beszerezhető, szervizekben is használt, hardcore járműgépész szemmel vállalható penetrációs kenőanyagokat tartalmazza. Nem marketinglista, hanem funkció és tribológiai teljesítmény szerinti válogatás:
Prémium / professzionális penetrációs kenőanyagok (felső liga)

Liqui Moly – Rust Solvent / LM 40 Multi-Spray Plus
A Liqui Moly csavarlazítója az egyik legkiegyensúlyozottabb megoldás. Kiváló kapilláris behatolás, stabil oldószerfázis és EP-hatású adalékolás jellemzi. Az LM 40 nem klasszikus „WD-40-klón”, hanem erősebb tribológiai tartalommal rendelkező termék, ezért futómű-, kipufogó- és erősen oxidált kötésekhez is használható.
CRC – Freeze-Off / Freeze-Off Super
A CRC Industries terméke a penetrációt aktív hősokkal kombinálja. A −40 °C körüli lokális lehűtés mikrorepedéseket hoz létre a korróziós rétegben, amelyeket azonnal „megtölt” a lazító. Ez az egyik leghatékonyabb megoldás régi futóműcsavaroknál és kipufogó kötéseknél.
Würth – Rost Off Ice
A Würth csúcs csavarlazítója, tipikus „műhelyarany”. Kombinált kémiai penetráció + fagyasztó hatás, nagyon jó nedvesítőképesség és erős korrózióbontó komponensek. Drága, de ott működik, ahol az olcsóbb anyagok már elfogytak.
Weicon – Rostlöser
A Weicon terméke inkább ipari karbantartásra hangolt, de gépjárműves környezetben is kiváló. Erős oldószerfázis, jó EP-hatás, lassabb, de mélyebb behatolás. Akkor jó választás, ha van idő kivárni a penetrációt.
Motip – Freeze Spray / Rust Remover
A Motip termékei jó ár–érték arányú professzionális megoldások. A fagyasztós változat különösen hasznos berohadt csavaroknál, míg a klasszikus Rust Remover mélyen beszivárgó, oldószeres jellegű lazító.
Középkategória – műhelyben használható, de nem „utolsó esély” szint

WD-40 Specialist – Penetrant
A WD-40 Specialist vonala nem azonos az alap WD-40-nel. Ez már valódi csavarlazító, jobb kapilláris hatással és EP-adalékolással, de extrém esetekben még elmarad a Würth vagy CRC szintjétől.
Motorex – Penetrating Oil
A Motorex terméke inkább precíziós, finom mechanikára optimalizált, de jól működik kisebb-közepes berágódásoknál.
Mannol – Rust Dissolver
A Mannol olcsóbb, de korrekt megoldása. Jó választás, ha sok kötést kell előkezelni, és a legdurvábbakat később prémium anyaggal támadod.
Caramba – Rostlöser
A Caramba klasszikus német csavarlazító, megbízható, de inkább konzervatív hatásmechanizmussal.
Amit nem szabad összekeverni a csavarlazítóval
- Alap WD-40 → vízkiszorító, nem penetrációs lazító
- Szilikonspray → ken, de nem bont korróziót
- Grafitspray → magas hőn jó, de nem hatol be
- Zsírok → teljesen alkalmatlanok beragadt kötéshez
Hardcore műhely-ajánlás (gyakorlatból)
Egy jól felszerelt műhelyben legalább kétféle anyagnak kell lennie:
- Mélységi penetráló csavarlazító (pl. Liqui Moly, Würth, Weicon)
- Fagyasztós lazító (pl. CRC Freeze-Off)
Váljék lazítottságunkra!
Forrás: agriculture.com, lubrication.expert.com, Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar tribológiai laborjegyzetek, A megfelelő kenőzsír kiválasztásának alapjai – Olajshop.hu szakmai anyagok, NCH Europe: Solutions for Seized Fasteners – műszaki ismertetők és karbantartási útmutatók, CRC Industries: Technical Data Sheets and Maintenance Guides – Freeze-Off technológia, Würth Hungária Kft.: Műszaki termékinformációk és szerviztechnológiai ajánlások (Rost Off Ice, csavarlazítók), Liqui Moly GmbH: Technical Documentation and Product Information (LM 40, Rust Solvent), Weicon GmbH: Industrial Maintenance Manuals and Technical Guides, ASM Handbook, Volume 18 – Friction, Lubrication, and Wear Technology, Bowden, F. P. – Tabor, D.: The Friction and Lubrication of Solids, Machinery’s Handbook – menetes kötések, felületi nyomás és nyomatékviszonyok, vonatkozó ISO és DIN szabványok a kenéstechnika, adalékolás és határkenés területéről, valamint ipari és gépjármű-karbantartási gyakorlatban szerzett műhelytapasztalatok és esettanulmányok.


