
Gyűrűzés
A dugattyúgyűrűzés sokban hasonlít az esküvői „gyűrűzésre”: úgy önmagában lehet reménykeltő, értékes, sőt kiváló, de a körülményeken múlik sok, vagy minden, hogy jól teljesíthesse feladatát. Olajfogyasztó vagy kompresszióját vesztő motornál a csak gyűrűzés általában nem hozza meg a várt eredményt, motorfelújításnál is sok szempontot kell figyelembe venni, hogy majd a gyűrű jól tömítsen, és a szerelésnél is elronthatjuk a dolgokat. Cikkünkkel elsősorban a tanulókhoz szólunk, de nem baj, ha a mesterek ismeretfrissítésként beleolvasnak írásunkba. Újdonságok mindig akadnak!

➊
Az olajat csipegető, esetleg már eszegető motoroknál diagnosztikázzunk először. A kompressziómérésnél lehet olaj a gyűrűövben, ami miatt a valóságosnál jobb eredményt kapunk. A kompressziómérés sokat mond, de ha módunkban áll, nyomásveszteség- méréssel is „tapogatózzunk”. Ezzel a méréstechnikával a hengerfal kopásképéről is képet alkothatunk, ha a löket mentén több helyen is mérünk. Az alsó holtpontban valamelyik szelep általában nyitva van (de van már olyan motor, ahol nem!), itt tehát nem mérhetünk. A felső holtpontban pedig a dugattyúváltás miatt kapunk bizonytalan eredményt.
Ha van üregvizsgálónk, nézzük meg a hengerfal állapotát, meglátjuk a behúzást ➊, figyeljünk, hogy a gyűrűjárta felső holtponti részen egyértelműen felfedezhető-e a fémtiszta és a lerakodásos rész határvonala. Ha a „kukkolónk” szálhossza, látószöge engedi, nézzük meg, hogy a szelepszártömítés nem ereszt-e át, nem csillog-e nagyon a szelepszár, illetve mennyire tömődött el a szívócsatorna ➋, épek-e a perdületképző terelőlapok. A nagy kartergáz is átfújásra utal, eltömődhetnek a kartergáz olajleválasztó labirintok és szelepek. A nagy kartergáz a turbótöltőt is tönkreteheti.
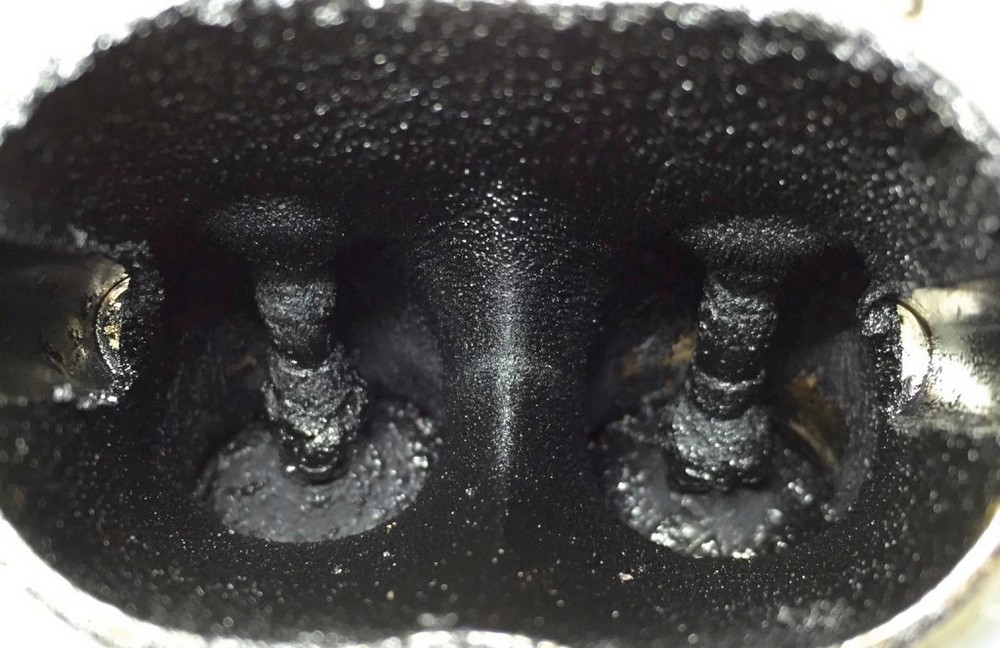
➋
SZERKEZETEGYÜTTES
A hengertömb, a henger-futófelület, a dugattyú és a dugattyúgyűrű-szerkezet együttest, alkatrészcsoportot alkot. Ezeket az elemeket minden vonatkozásban egymáshoz illesztik, optimalizálják. Egy elemének nem oda illő alkatrésszel való kiváltása (még ha az netalán mérethelyesnek is tűnik), felborítja a tervezői kényes egyensúlyt, a motor nem lesz jó. Ez azt jelenti, hogy csak az oda való alkatrésszel javíthatunk. Nagy figyelemmel kell kiválasztanunk az alkatrészeket, mert a gyártók alvázszámról alvázszámra változtathatnak egy motoron belül is. Figyeljünk az alkatrész eredetiségére, hiszen megtapasztaltuk, sok a hamisítvány, vagy a nem kellő minőségű utángyártott alkatrész (itt biztosan az olcsóbb a drágább…). Az NPR-gyűrűk eredetiségét igazoló kódokat láthatunk az ábrán ➌. A gyűrű akkor látja el a feladatát maradéktalanul, ha környezete is megfelel saját követelményeinek.
➌
KÖVETELMÉNYEK
Vegyük sorra ezeket! A dugattyú gyűrűhornyok legyenek tiszták ➍ és névleges méretűek, ne legyenek kiverődve, mert, ha kiverődöttek, az égéstérbe felpumpálják az olajat ➎. Az olajáteresztő furatok legyenek átjárhatóak. A dugattyú olajhűtő csatornák – ahol vannak – legyenek jól átjárhatóak, az olajhűtés működjön (például az olajcsatorna záró mágnesszelepe tökéletesen nyisson). A dugattyú legyen mérethelyes, a palástja ne legyen behúzva, a szoknya ne legyen deformált, a palástbevonat legyen egyenletes. A dugattyú legyen a hengerbe irányhelyesen beszerelt (dezaxiálás). Lehet előírás, hogy a hajtórúdra szerelésben is mi az irányhelyesség, illetve vannak motorok, ahol a dugattyú, a szeleptáskák miatt, hengerhez rendelt.

➍
➎
A dugattyú, hajtórúd derékszögelt geometriai helyzete alapkövetelmény. Sem a nedves hengerhüvely (ha hüvelyes a motor), sem a léghűtéses henger, alsó felülő peremmel, nem lehet ferde állású (A blokkban az üléke legyen tiszta, geometriája helyes.). A hengerhüvely futófelülete azzal a geometriával rendelkezzen, ami a gyári technológia szerinti (hónolás, olajtartó táskák ➏, speciális felületi bevonat). A hengerhüvely mérete, a löket mentén, több szinten és átmérőirányban is legyen tűrésen belül. Felfúrt esetben az alkatrészek túlmérete legyen a szükséges értékű (ha egyáltalán vannak túlméretes alkatrészek a piaci kínálatban). Ezekhez sokat nem kell hozzáfűzni, alapvető szerelői ismeretek, illetve műveletek. A tisztaság, a gondosság, a mérőberendezések kalibráltsága, típusismeret kell hozzá. A motorfelújító gépműhelyek munkájában, ha fűzött motort adnak – ezeknek mind rendben kell lenniük.
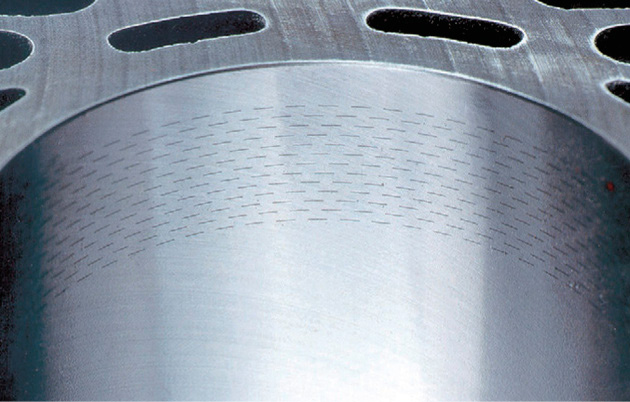
➏
ITT ÁLLJUNK MEG EGY SZÓRA!
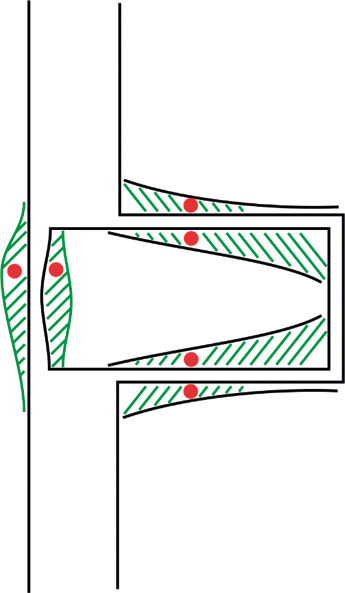
Elsősorban könnyűfém hengertömböknél a blokk, ezzel együtt henger deformációja lehetséges, ha a hengerfejcsavarokat előírás szerint meghúzzuk ➐. Nem hengeres hengerben a gyűrű nem fekszik fel körkörösen egyenletesen, tömítetlen lesz és az olajlehúzás is kívánni valót hagy maga mögött. Ilyen deformációra hajlamos konstrukciók lehetnek azok, ahol a könnyűfém (néha Al-Mg kombináció) blokkban beöntött a hengerhüvely, vagy ahol a könnyűfém hengerfal kezelt, felszórt. Mi a megoldás?
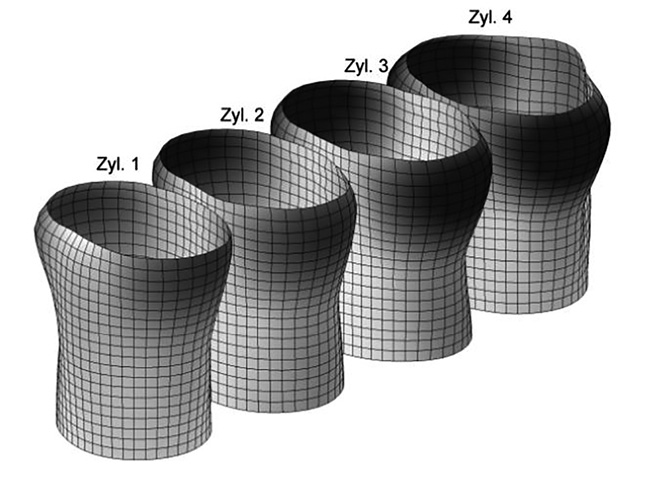
➐
A gyártó úgy fúrja meg a hengert, illetve hónolja és/vagy felületkezeli, hogy a blokkra hengerfej-helyettesítő feltétet szerel ➑a, ➑b. Ennek német neve Hohnbrille, angolul torque plate. Ezt a hengerfejcsavarokkal lehúzzák annyira, amennyire az eredeti hengerfejet kell. Ezzel deformálják a hengert, és ha ilyen állapotban fúrják, hónolják a hengert, akkor – hengerfej- imitátorral szerelt esetben – hengeres lesz. A feltétet (Hohnbrille) levéve, a henger „megnyeklik”, kissé rogyott lesz (lásd a ➐ ábrát). Ha azonban a motor végleges összeszerelésénél felkerül a hengerfej, a hengerfejcsavarokat lehúzzuk az előírt módon (sorrend, nyomatékra és szögre, esetleg több fokozatban, esetleg pihentetéssel, esetleg közbenső visszaeresztéssel…), akkor kialakul a henger hengeressége. Ezt valaha a Formula–1 motoroknál alkalmazták, ma már általános technológia.
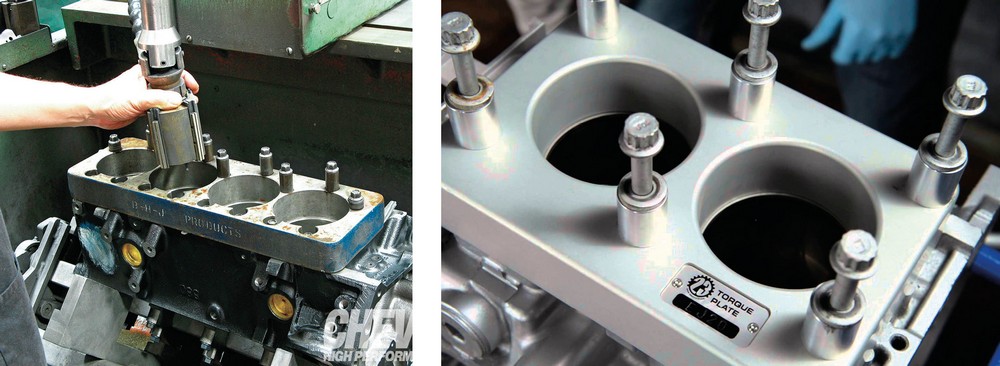
➑a és ➑b
GYŰRŰELLENŐRZÉS
Ha kivettük a gyűrűt a csomagolótasakjából ➒, nézzük meg rajta a szerelési irányt, és biztos, ami biztos, mérjük meg a gyűrű vastagságát. Ezek után ellenőrizzük a gyűrűhézagot a hengerbe betéve ➓. Ha a gyűrű véghézag az előírtnál kisebb, a végek üzem közben összeérhetnek, a gyűrű befeszül. Ha túl nagy, nagy lesz a gázátfújás. Szigorúan betartandó a hézagérték! Nézzük meg a dugattyúhoronyban a gyűrű axiális játékát ⓫. A gyűrű dugattyúra szerelése is figyelmet igényel. A gyűrűgeometria sok esetben szerelési irányhelyességet igényel, tehát, ha TOP feliratot találunk, az nézzen felfelé ⓬.

➒ és ➓
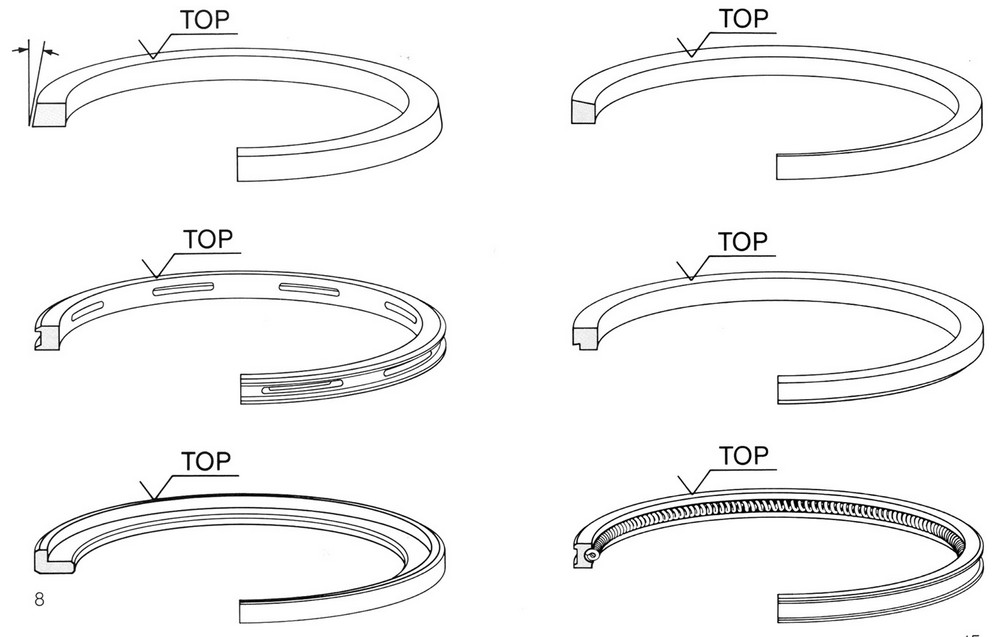
⓬

⓫
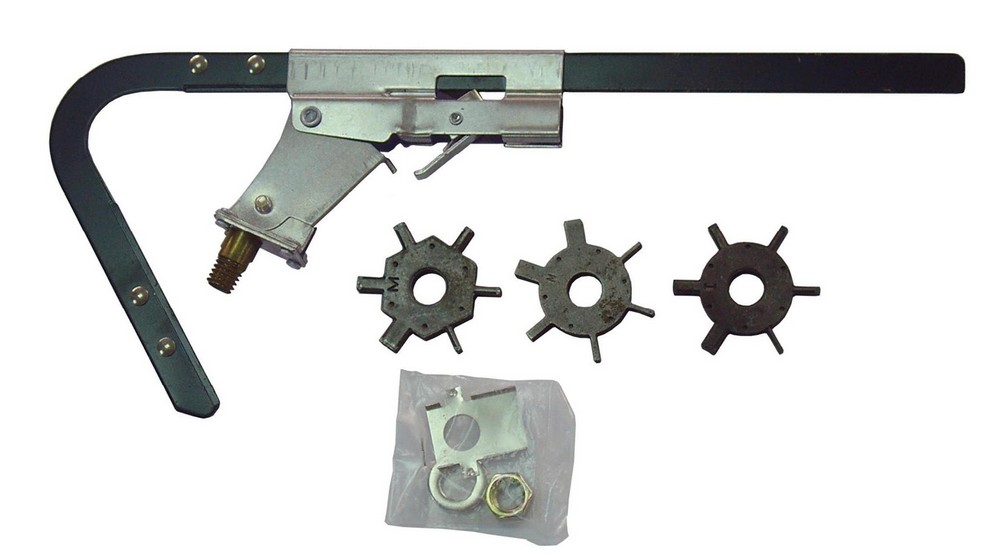
Az olajlehúzó/áteresztő gyűrűknél is fontos (nagyon fontos!) a szerelési irányhelyesség, mert fordított irányban a kis „háztetőcskék” nem lehúzzák, hanem felkenik az olajat. A gyűrű életében a dugattyúra való felszereléshez szükséges szétfeszítés a legkritikusabb. Ha a gyűrű futófelülete bevonatos, a bevonat ilyenkor megrepedhet. Csak célszerszámmal dolgozzunk ⓭, és az éppen szükséges és elégséges szétfeszítést alkalmazzuk! Először a harmadik gyűrűt szereljük fel, utána a másodikat, majd a tűzgyűrűt. A többrészes olajlehúzó gyűrű rugós tagjának összeillesztésére is figyeljünk oda. Következő művelet a gyűrűhézagok helyreforgatása. Ha 2 részes az olajlehúzó gyűrű, a dolog egyszerű: a hézagok 120 fokos elfordulással legyenek ⓮.

⓭

⓮
A többrészes olajlehúzó gyűrű összeszerelésénél is kövessük az előírást. A 2 részes olajáteresztő gyűrű támasztórugó végeinek illesztési pontjai és a gyűrűrés 180°-kal átellenben legyen. A támasztó (feszítő) tekercsrugót úgy helyezzük el, hogy a nagy menetsűrűségű rész kerüljön a gyűrűhoronyhoz. A 3 részes olajlehúzó lemezgyűrű alakos feszítőrugó végeinek csatlakozására ügyelni kell: a rugóelem végeinek egymásnak támasztása előírás szerinti legyen.

⓯
⓰
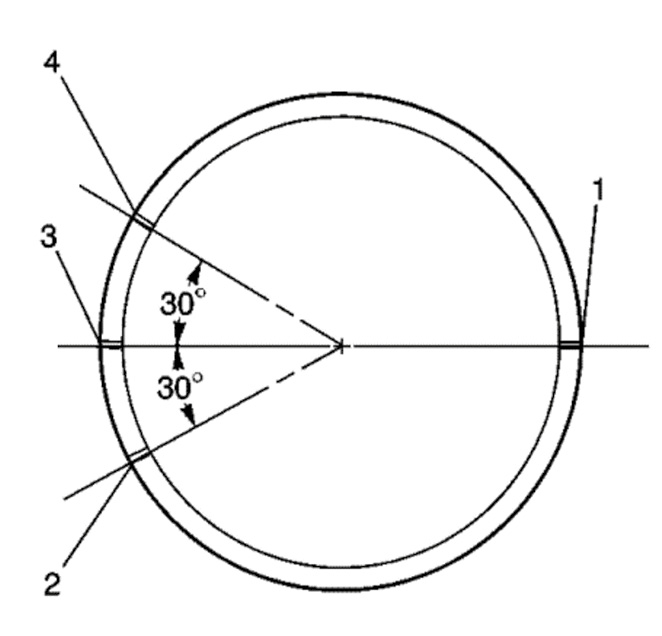
A 3 részes olajlehúzó lemezgyűrű beszerelése az alábbi módon végzendő: Helyezzük a gyűrűhoronyba az alakos feszítőrugót, ügyelve a rugóvégek pontos összeillesztésére, figyelve a jelzéseket. Helyezzük a felső olajlehúzó gyűrűt kézzel vagy célszerszámmal a helyére. Helyezzük az alsó olajlehúzó gyűrűt kézzel vagy célszerszámmal a helyére. A 3 részes lemezes olajlehúzó gyűrű gyűrűhézagainak elhelyezése ⓯:
– hely: a feszítőrugó (A-expander) és a második kompressziógyűrű hézag pozíciója
– hely: felső olajlehúzó gyűrű (B) hézag pozíciója
– hely: felső kompressziógyűrű (tűzgyűrű) hézag pozíciója
– hely: alsó olajlehúzó gyűrű (C) hézag pozíciója.
⓱
A gyűrűövben beolajozott dugattyú behelyezése a hengerbe tárgyalt problémakörünk utolsó művelete. A szerelési irányt itt se vétsük el. Univerzális gyűrű-összehúzató vagy célszerszámkúp segítségével ⓰ toljuk be a hengerbe a dugattyút. Ne feledjük el a henger felső, dugattyúgyűrű által nem járt palástövet előtte megtisztítani. A dugattyúgyűrű-fejlesztés napjainkban is tart. Fölénybe kerülnek az acélgyűrűk, melyek egyre kisebb magasságúak és tangenciál erejét is csökkentették, hogy a falsúrlódást minimalizálják. Ezt szolgálják a speciális gyűrű futófelület bevonatok is. A gyűrűprofilok mikrogeometriája is egyre tökéletesedik a jobb „olajgazdálkodás” érdekében ⓱. A gépműhelyekbe egyre kevesebb személygépjármű- motor kerül az utóbbi kb. tíz év terméséből. Ezek a motorok még magyar találékonysággal, például papírvékony falú hüvelyezéssel sem felújíthatóak, és ha megpróbálják, akkor sem jön össze a kiváló minőség. A motor-, illetve autógyárak újragyártó üzemeiben végeznek „reman” felújítást és fűzött motort szállítanak a szervizekbe. Olyan technológiákkal készülnek a henger-futófelületek (gyártófüggő, de egy gyártónál is különbözőek lehetnek), melyek csak az eredeti gyártási technológiával újíthatóak fel vagy sajnos felújíthatatlanok.


