
Ragasztás után szegecselés
A BMW-márkaszervizekben a karosszériajavításnál a lemezragasztás és szegecselés együttes gyári kötési technikája és technológiája hétköznapi gyakorlattá válik. A biztosítók is az ezzel a technológiával történő javításra adják meg az „AW” értékeket, tehát így lehet elszámolni. Az ezzel a technológiával javítandó autók öregszenek, lassan kikerülnek a márkaszervizek felségterületéről. Felmerül a kérdés: meg lehet-e kerülni ezt a technológiát, hagyományos módon, például ponthegesztéssel lehet-e javítani ezeket a helyeket? A gyár szerint nem.

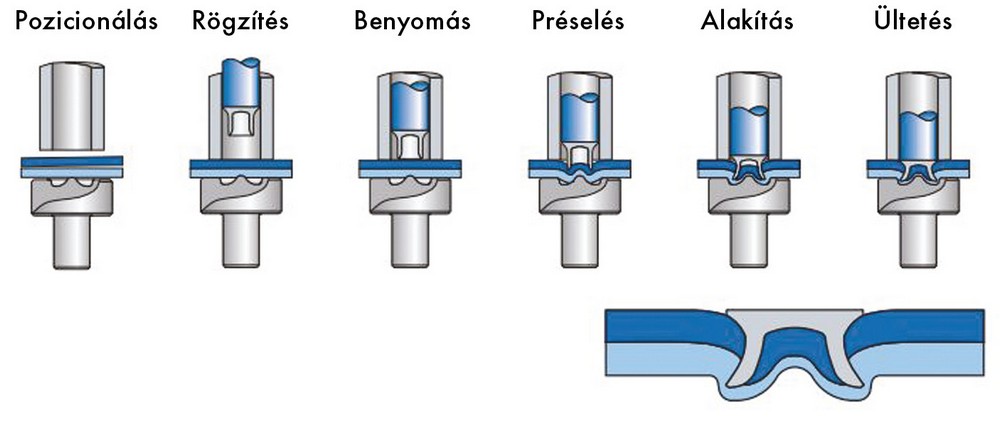
Lemezanyagok stabil és hatékony rögzítéséhez fejlesztette ki a BÖLHOFF cég a RIVSET® rendszerű vágószegecselést, mely a hidegen történő rögzítési eljárások közé tartozik. Mechanikus, nagyszilárdságú rögzítési technológia, amellyel kettőnél több anyagréteg kötése sem jelent problémát. A vágószegecsrendszer egy süllyesztett fejű speciális szegeccsel, erő- és alakzáró kötéssel egyetlen munkaműveletben rögzíti az illesztett anyagokat, előfúrás vagy -lyukasztás nélkül. A műveleti zajtól és károsanyag-kibocsátástól mentes. A szegecs átlyukasztja a felső anyagrétegeket és a legalsó réteget a süllyesztékbe formálja. Mivel ez a réteg nem szakad át, egy víz- és légmentesen zárt, pont alakú kötés képződik. Előnye többek között, hogy nincs hőképződés a rögzítési zónában, nincs termikus befolyásoló tényező, az anyagok nem csúsznak szét és nagy dinamikai szilárdságot ad.
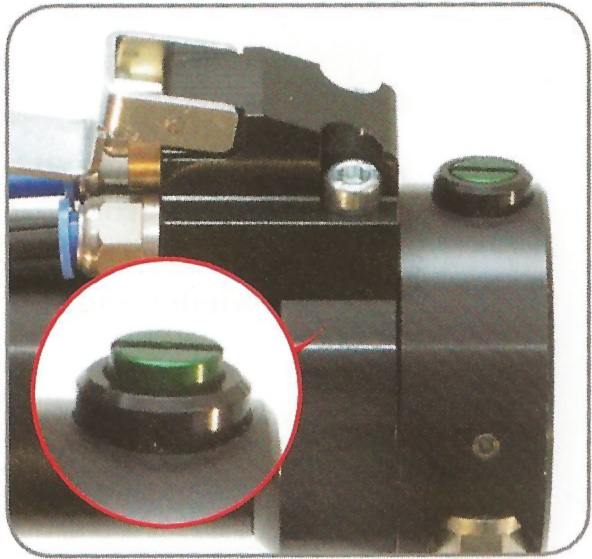
1. ábra
2. ábra
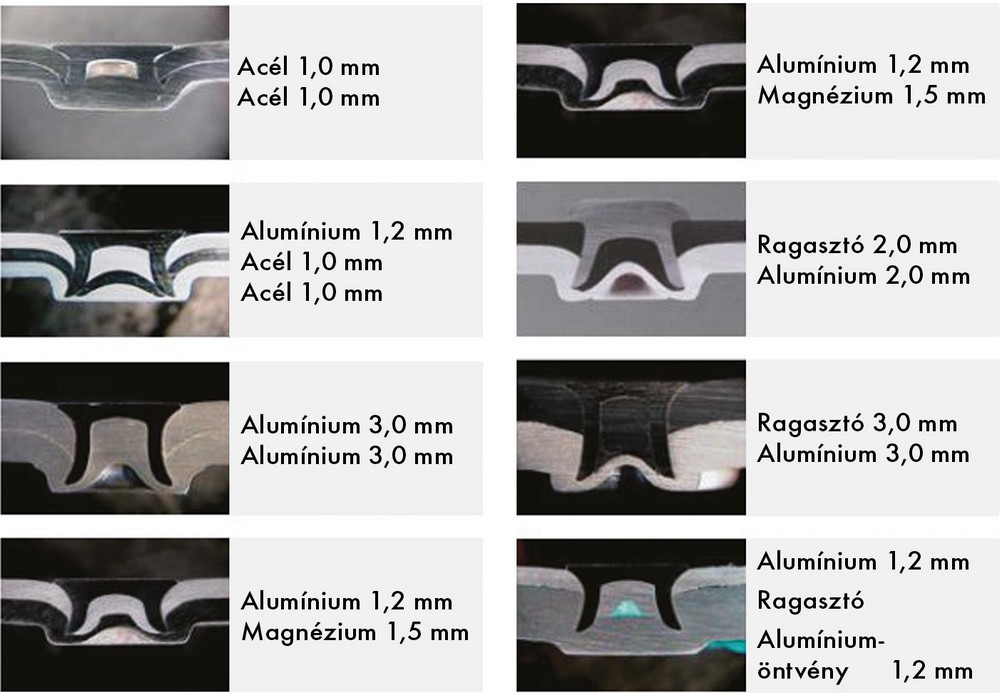
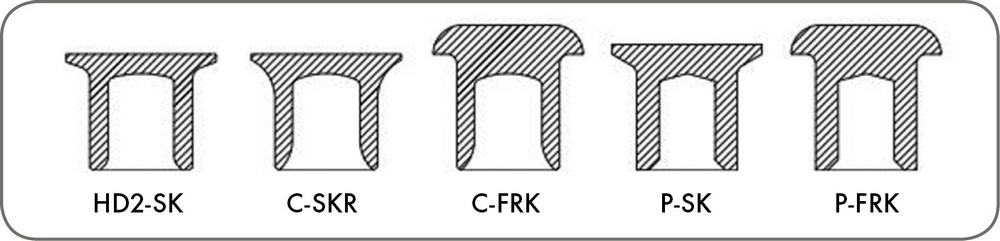
A címkép és az 1. ábra mutatja a kötést és a kötés létrehozási folyamatát. A 2. ábra képsora különböző kettős és hármas anyagkötéseket (köztük fém-műanyag kötéseket) mutat be a jellemző lemezvastagságokkal. A vágószegecs fajtáit mutatja a 3. ábra. Ezek közül a C-SKR típust használják a karosszériajavításnál.
Ezt a kötési módot az autógyártásban régóta használják, a technológiát az Autótechnika is részletesen ismertette. Karosszériajavítói alkalmazása – gyári technológia szerint előírtan, garanciavállalás feltételeként – azonban ma még az újdonságok közé tartozik. Indoka az, hogy a nagyszilárdságú, vékony lemezanyagok – karosszériaelemek – beépítése egyre több gyártónál ragasztással történik, illetve alumínium- és acéllemezt kell összekötni. Ezeket ma már ponthegesztéssel nem lehet összekötni, így marad a szegecselés. A ragasztóanyagok kötési szilárdsága önmagában is elegendő, a szegecsek elsősorban az ütközésnél bekövetkező lemezgyűrődésnél szolgálnak a lemezelválással szembeni biztonságul. A szegecselésnél elegendő 70 mm-es osztás.
3. ábra

4. ábra és 5. ábra
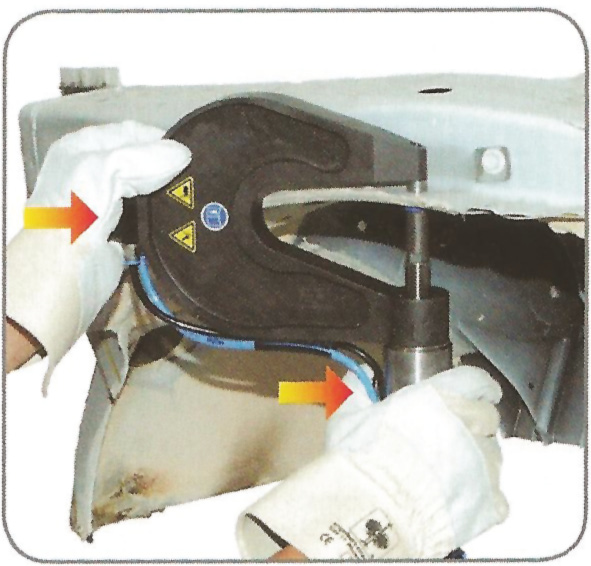
A német TKR Group a PNP 90 SNW-RIV jelű pneumatikus-hidraulikus szegecselőgépet a BÖLLHOFF-RIVSET vágószegecsek (Typ C3-SKR és C5-SKR) gépjárműkarosszéria javításához fejlesztette ki. A szükséges sajtolóerőt a berendezés a műhelyhálózati levegő nyomásából nyeri (max. levegőnyomás 5,5 bar). A levegőnyomás hidraulikus munkahengerre hat. Az energia-tápegységet a 4. ábra mutatja. A sajtolószerszám (5. ábra) tömege 5 kg. A készülék kétkezes működtetést kér, a markolatnál a levegőszelep karját és a patkón egy biztonsági levegőszelepet kell egyszerre működtetni (6. ábra).
6. ábra
7. ábra
A szegecselési sajtolóerő a fenti levegőnyomásnál 55 kN. A szegecselési folyamat – a levegőszelep karjának behúzása után – lépésekben, automatikusan megy végbe. A maximális nyomás elérését a markolaton jelzőgomb kiemelkedése mutatja (7. ábra). A sajtolódugattyú lökete 25 mm. A sajtolási művelet befejezését a működtető levegőhang elmaradása jelzi.
A szegecsmérethez kell kiválasztani a nyomótüskét és a süllyesztéket vagy matricát. A kengyel bármelyik oldalára kerülhet a nyomótüske, így a szegecs a lemez kívánság szerinti oldaláról sajtolható be, a szerszámmal való hozzáféréstől függetlenül. A szerszám előkészítését a 8. ábrasorozaton A verzió, B verzió kísérhetjük figyelemmel. A nyomótüske ülékébe helyezzük a szegecset, ahol azt mágnes tartja a helyén, a helyes beülésre ügyeljünk (9. ábra).
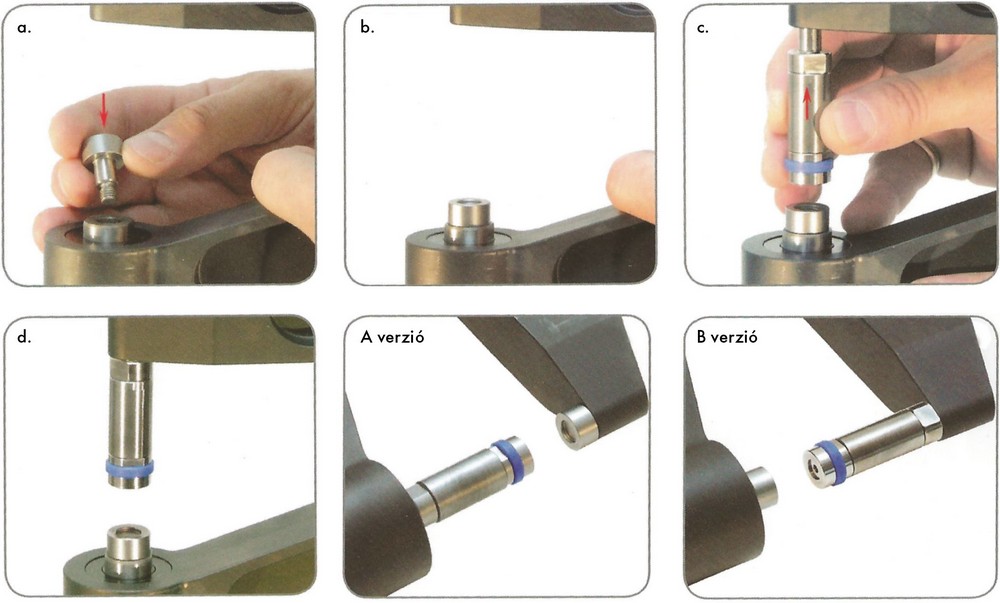
8. ábra
A szegecselőszerszámot használat után tisztítsuk meg, mert arra a lemezek közül kinyomódó ragasztó rárakódik.
A szegecselés után szemrevételezéssel ellenőrizzük a kötés helyes alakját. A szegecsfejnek síkban kell lennie a lemezfelülettel, sérülés a fejen és a besüllyesztés peremén nem lehet (10. ábra). A másik oldalon a kiállás határozott, környezetében repedésmentes, a bemélyedés koncentrikus. A 11. ábra a és b képe szabálytalan eseteket mutat.
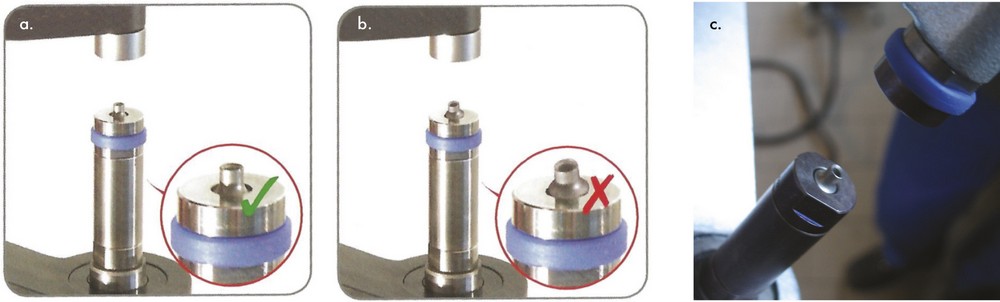
9. ábra
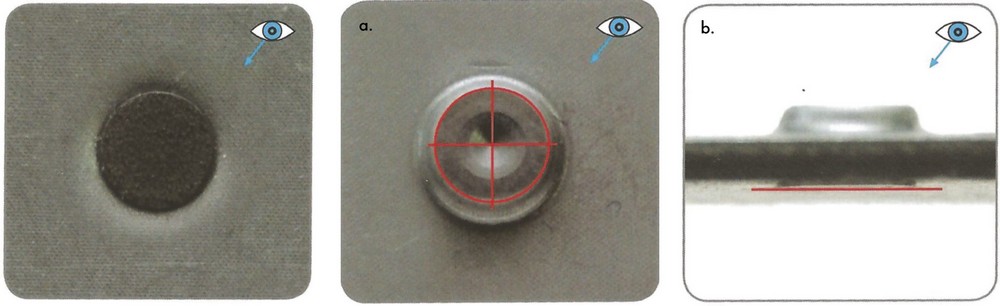
10. ábra és 11. ábra
Ahol a lemez kétoldali átfogása nem lehetséges, ott a POP-szegecset alkalmaznak. Bevonata miatt ez sem hagyományos, mert itt alumíniumlemezek, illetve alumínium-vas lemezek összefogása is történik, és az elektrokorrózió kialakulását meg kell akadályozni.
Köszönetet mondunk az A1 Autó Győr Kft. BMW márkaszerviz karosszériaműhelye szakembereinek és a Böllhoff Kft.-nek értékes szakmai konzultációs segítségükért.


