
Csinálj jó féket!
A szakma tudja, hogy jó féket csinálni, ha minden kellék adott, szerelői rutin. A minden kellékhez első helyen az a féktárcsa és az a fékbetét tartozik, amit az adott autóhoz előírtak. Ahhoz kísérleteztek ki. Mind a tárcsa, mind a betét anyagának összetételében. A fékbetétek hátulján rajta van a zaj- és rezgéscsökkentő shim (panel vagy szendvics vagy karmocskák), a kalapácsfej nem sorjás stb., szóval minőségi. Lehet a gyárinál jobb is. A gyár sem ajándékoz el tulajdonságokat, elvük a megfelelő elégséges. Csendesebb, kevesebb fékport keltő, a tárcsamintázat miatt felszabályozó hatású, kisebb reakcióidejű stb. Ezek a jobb fékek nem csak az utcai használatra szánt sportfékek. Felszerelésük csak az ügyfél pénzének kérdése, akkor nagyon ajánlott, ha tuningot tettek a motorba. A minden kellékhez hozzátartozik a megfelelő szerszám, a tudás és a szerelési gondosság.
Sajnos jó alkatrészekből is lehet rossz féket csinálni!

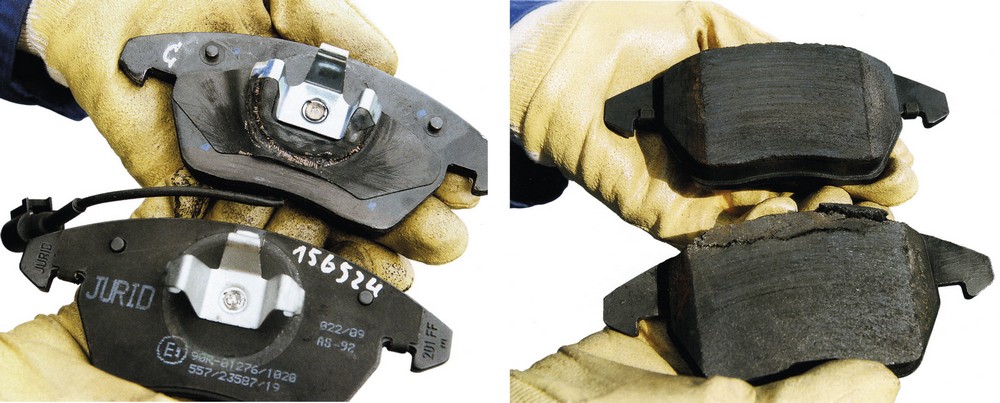
Az olcsó (felső kép) és a minőségi fékbetét közötti különbség a minősítő vizsgálatokon azonnal kiderül, de szemre is látszanak az „elspórolások”
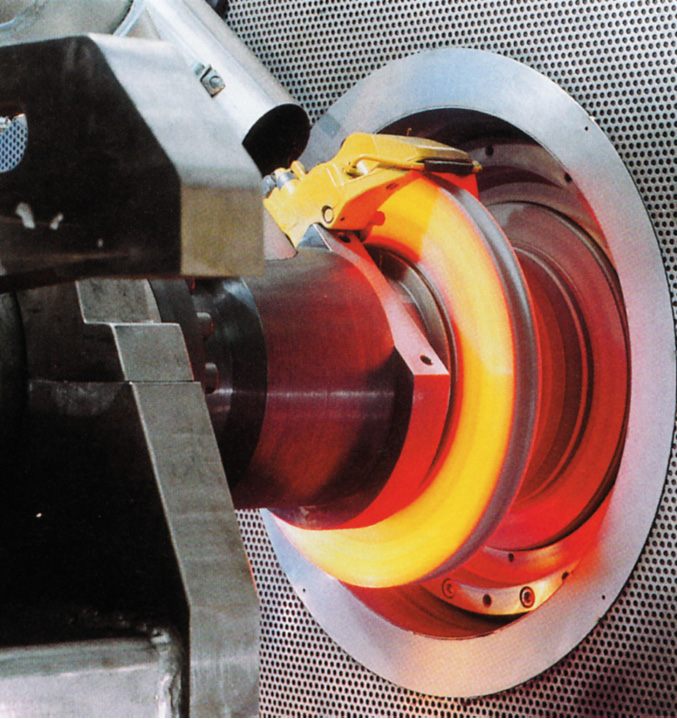
➊ Az öntöttvas féktárcsák hőmérséklete elérheti a 700 oC értéket, a szénszálerősítésű kerámiatárcsák 1400 oC-ig is elmehetnek (Fotó: SGL)
A vasanyagú féktárcsa intenzív, hosszan tartó fékezés hatására elérhet 700 oC hőmérsékletet ➊. A féktárcsán erős hőterhelés hatására ún. hot spot-ok, forró pontok alakulnak ki. Ezeket a tárcsán szemmel is láthatjuk, beégett „vasalási” nyomok fedezhetőek fel. A nem egyenletes fékbetét-érintkezés a fékerő csökkenését eredményezi. Az ügyfél nagy sebességről történő fékezésnél berázásra panaszkodik. A nagy hőterhelés hatására a féktárcsa deformálódhat, a torzulást legjobban egy kalap hullámos karimájához hasonlíthatjuk. Ez már valóban szélsőséges eset, de 200 km/h-nál nagyobb sebességről való „satu” fékezés után többnyire bekövetkezik, többnyire cserélendő a tárcsa. A kritikus állapot elemzéséről, a fékviselkedésről, fadingről több cikk jelent már meg az Autótechnikában, melyet előfizetőink a cikkarchívumból lehívhatnak.
Az olcsó (felső kép) és a minőségi fékbetét közötti különbség a minősítő vizsgálatokon azonnal kiderül, de szemre is látszanak az „elspórolások”
A fékbetét súrlódóanyagában is nagy különbség van az olcsó és a minőségi termék között. Az alsó képen egy olcsó termék roncsolódása látható tíz egymás utáni, 100 km/h sebességről való intenzív fékezés után, míg a minőségi jó állapotot mutat
Most ugyan másról lesz szó, de ez is befolyással bír a nagy hőterhelésű ún. melegfékezésre. A hideg állapotú, illetve 100 km/h alatti fékezésnél, ha rendellenes fékviselkedést tapasztalunk, annak oka a kopás és/vagy geometriai hiba lehet.
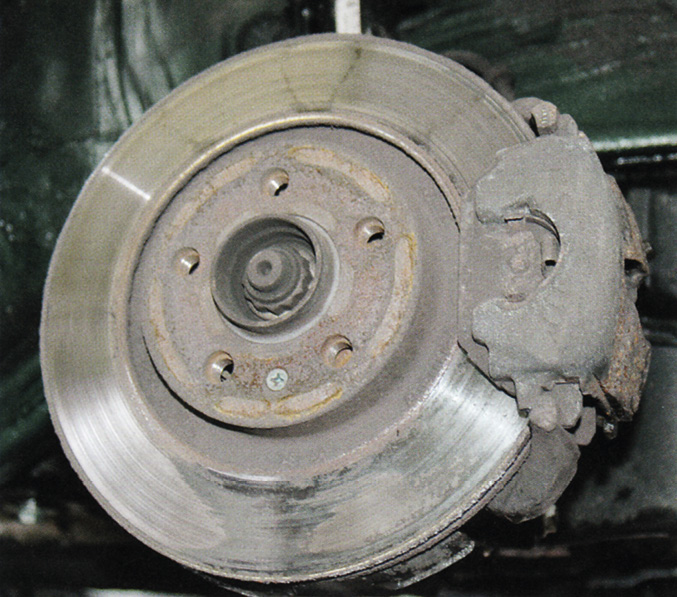
➊ A tárcsáról leváló rozsdarészecskék a súrlódó anyagba beépülnek, növelve a fékezési zajt és a fékerő-ingadozást
Mi okozhatja a rezgést fékezés közben?
Mindannyian találkoztunk már a jelenséggel, mikor a futómű felől, fékezéskor rázó, remegő érzés tapasztalható. Számos dolog állhat a jelenség mögött (futóműbeállítás, fékbetét-anyaghiba, csapágylógás, kiegyensúlyozatlanság stb.), melyek közül foglalkozzunk most néhány gondolat erejéig a féktárcsával. Mi okozhatja a rezgést fékezés közben?
Annak ellenére, hogy az autó vezetője egyenletes erővel nyomja a fékpedált, azaz a fékbetétek azonos nyomást gyakorolnak a féktárcsa munkafelületére, mégis előfordulhat, hogy a féktárcsa egy fordulata alatt is változó értéket mutat a fékhatás. A féktárcsa szerelési vagy rendellenes kopásának hatásai:
– a fékpedál használata közben „visszaütést” érzékelünk,
– fékezés közben a kormány rezeg,
– fékezés közben a felfüggesztés és a váz rezeg.
A féktárcsavastagság változása
A féktárcsa kopását rendszeresen ellenőrizni kell az időszakos karbantartások, illetve a fékbetétek cseréje alkalmával. A féktárcsavastagság ellenőrzését minden esetben a legvékonyabb résznél, az agyhoz közel kell elvégezni. A méréshez használjunk mikrométert vagy egy speciális tolómérőt, mellyel áthidalható a tárcsa szélének válla ➋. Amennyiben a vastagság kisebb, mint az egyedileg meghatározott, a tárcsa peremén leolvasható minimális vastagság, a tárcsát azonnal cserélni kell.
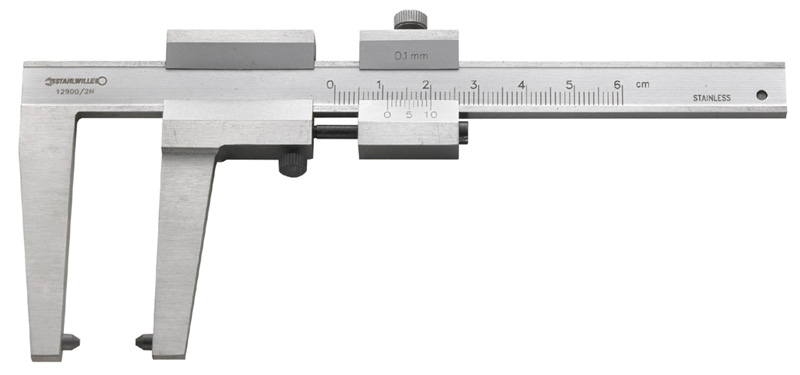
➋ A féktárcsa vastagsága csapos tolómérővel vagy mikrométerrel mérhető, ez utóbbit használjuk, ha a tárcsavastagság-különbséget akarjuk megállapítani
Azt szemrevételezéssel állapíthatjuk meg, ha a „szellőztetett” tárcsa két oldala nem egyenletesen kopik, az egyik oldal jobban elvékonyodik. Féknyeregmozgás problémára gondolhatunk.
A féktárcsakopás, ha egyenletes és határértéken belül van, az normál elhasználódás, nincsenek zavaró fékezési kísérőjelenségei. A baj akkor van, ha a féktárcsa nem egyenletesen kopik, a tárcsa vastagságkülönbséget mutat. Ha bárhol a névleges érték alatt van, természetesen tovább nem használható. A nem egyenletes tárcsavastagság kiméréséhez a tárcsát 8 helyen, kb. 45°-os szögosztással kell ajánlottan mikrométerrel megmérni. Amennyiben az itt mért értékek különbsége a tárcsára egyedileg meghatározott értéke felett van, a tárcsát ki kell cserélni. Ha egyedi érték nem áll rendelkezésre, az általánosan elfogadott különbség határértéke szigorúbb előírásnál 0,015 mm, de a szakirodalomban 0,035 mm-t még megengednek. Ha a tárcsa hullámos, de még engedi a felszabályozást, célszerű leszerelés nélkül elvégezni az esztergályozást.
A féktárcsa ütése
A féktárcsaütés a fékezési folyamat során a rezgéskeltés egyik fő oka. Az eredő féktárcsaütés több összetevőre bontható.

➌ Tengelycsonkütés ellenőrzése mérőórával (Fotó: Linzing)

➍ Hazet gyártmányú mérőeszközkészlet
Eleve üthet a kerékagy, lehet oldalirányú játéka. A tengelycsonkkarima ütését tehát mérőórával ellenőrizzük ➌. Fékméréshez a szerszámosok mérőeszközkészletet kínálnak ➍. A csonknak épnek, gyakorlatilag ütésmentesnek kell lennie. Maximális értéke 0,03 mm lehet. Vegyük figyelembe, hogy a tengelycsonkkarima ütése legalább kétszeres tárcsaütést eredményez.
Ellenőrizzük a kerékcsapágy helyes beállítását, szükség esetén állítsuk be a helyes értékre, vagy cseréljük ki.
A féktárcsaütés mérése előtt alaposan tisztítsuk meg a felfekvőfelületet. Drótkorongos vagy egyéb anyagú tisztítókoronggal tökéletesen tisztítsuk meg a rozsdától ➎ ➏. A felületeknek fémtisztának kell lennie és semmilyen kenésre nincs szükség.

➎ Drótkorongos rozsdátlanítás

➏ Ate gyártmányú tisztítókorong
Helyezzük fel a féktárcsát, a kerékcsavarokkal szilárdan rögzítsük, legalább 100 Nm nyomatékkal. A féktárcsa-ütésmérő mérőóra karját mágnes segítségével rögzítsük a futóművön ➐. A mérőóra tüskéje a tárcsára merőleges legyen, a mérést kb. 10 mm-re a tárcsa szélétől végezzük. Ezek után forgassuk körbe a tárcsát és olvassuk le az oldalirányú elmozdulás értékét. Amennyiben a gyári adat nem ismert, az ütés maximális értéke szigorúbb előírásnál 0,05 mm – de a szakirodalomban 0,1 mm-t még megengednek. Az angolszászok határértéke 0,005 inch (0,12 mm).
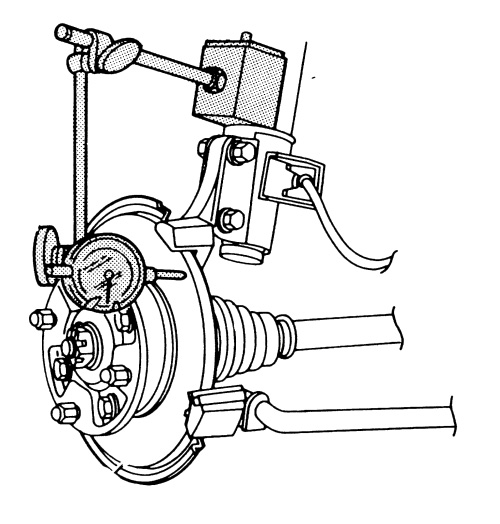
➐. A mérőóra mágnestalpas felfogatása, a mérőcsúcs tájolása a tárcsához
Amennyiben túllépjük az értéket, próbáljuk meg a féktárcsát más helyzetben, elforgatva felszerelni, mert az ütések részben kiegyenlíthetik egymást. Ha nem tudjuk az ütést az előírt érték alá vinni, a féktárcsa lehet deformálódott. A tárcsák névleges gyári méretét, tűréseit, a megengedett ütés értékét a féktárcsa gyártója műszaki rajzán megadja.
Garanciális reklamáció
Végezetül egy tapasztalati információ az alkatrész-kereskedelemből. Több évnyi garanciális reklamáció áttekintésének eredménye, hogy megkifogásolt esetekben csak minden ötödik hibát mutató féktárcsánál találtak ténylegesen tárcsára visszavezethető hibát. A többi eset valamilyen egyéb alkatrész, szerelési vagy használati hiba következménye.
Cikkünkkel buzdítani szeretnénk mindenkit fékszerelésnél a mérőóra használatára és egyben támogatjuk, mert szakmailag indokolt, a Federal Mogul akcióját is, aki – adott vásárlási összeg felett – mérőórát ajándékoz vevőinek.


