Ford Transit hátsó kerékagycsapágy csere
Az SKF szerviztanácsadója a Ford Transit-on alkalmazott második generációs kerékagycsapágy-egység (VKBA 6527/6528) szereléséhez ad tanácsokat, megmutatva a kritikus és problémás lépéseket a görgő „pozicionálás” beépítésének folyamatában. Sok szerviz ott követ el hibát, hogy a második generációs csapágyegységek szerelésénél, a robusztus szerkezetre való tekintettel az összeszerelés során légkulcsot használ.
Ezt ne tegyék!
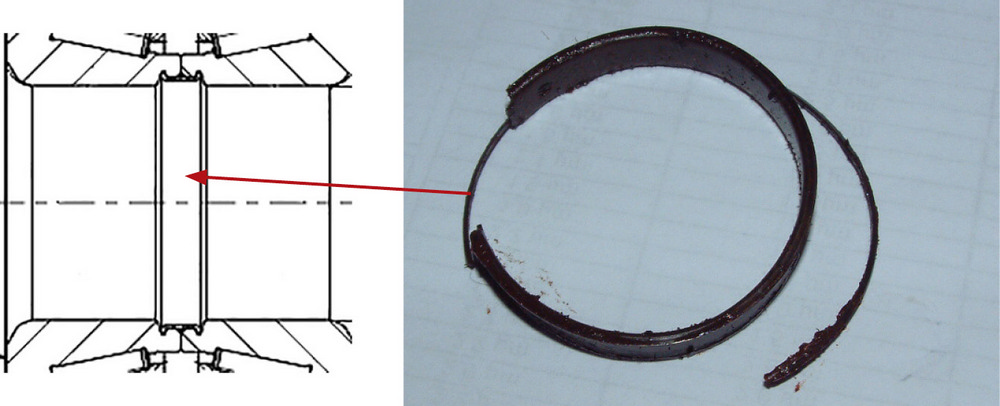
Az egység belsejében két különböző kúpgörgős (TRB – Taper Roller Bearing) csapágy található. A két csapágynak normál pozícióba kell kerülnie, mielőtt a végső rögzítési nyomatékkal meghúznánk. Ennek a folyamatnak a neve az úgynevezett pozícionáló– görgő lefuttató szerelési művelet.

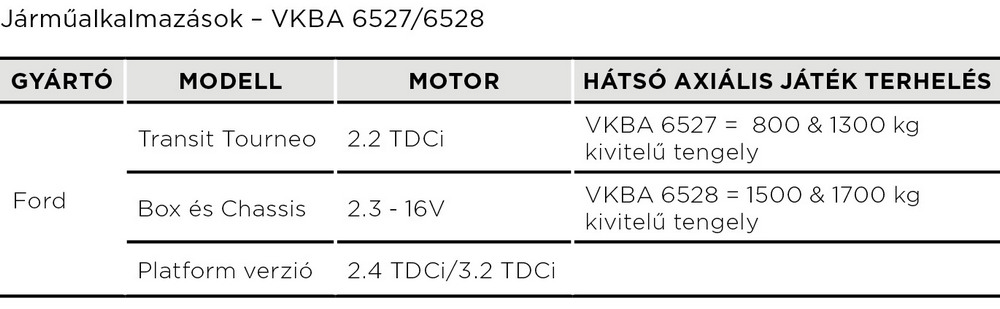
VKBA 6527
Amennyiben a fent említett folyamat, illetve a görgő megfelelő pozícióba állása nem történik meg, a végső rögzítés hibás lesz.
Megjegyzés: A teljes pozícionáló folyamat véghelyzete a csapágylehúzás, illetve a végső rögzítés kezdeti pozíciója!
A pozícionáló folyamat hatása az összeszerelés során megfigyelhető, amikor a görgők az esetleges kezdő pozícióból a megfelelő peremmel érintkező véghelyzetbe kerülnek.
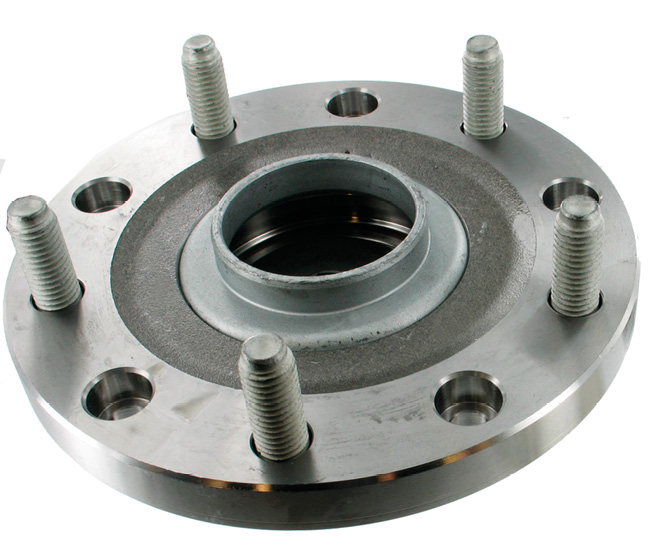
VKBA 6528
Minden gördülő elemnek el kell érnie a véghelyzetet jelentő külső peremet!
A görgő pozícionáló folyamat minimálisan 5, de akár 20 körbefordítást igényel.
A két integrált kúpgörgős csapágy (TRB) egymáshoz történő biztosítását távtartó gyűrű végzi.
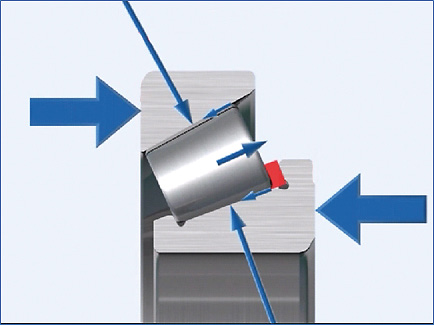
Kezdő pozíció
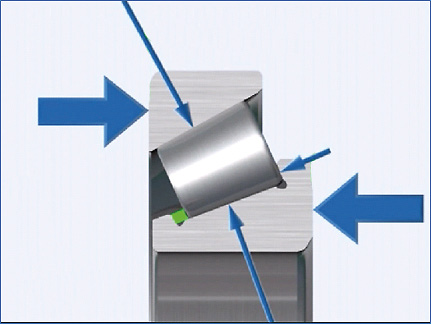
Véghelyzet
A két leggyakoribb hiba, amely a gyűrű tönkremenetelét okozza, a következő:
1. A görgő pozícionáló folyamat alkalmazása nélkül a tartógyűrű kiakadhat.
2. A kerékagy tengelycsonkra történő helytelen felhelyezése, amely azt jelenti, hogy rossz helyzetben történik a tolás és a húzás, így elmozdulnak a belső csapágygyűrűk, kicsúszik a tartógyűrű. A végső nyomatékkal való meghúzáskor kicsúszó tartógyűrű a csapágy belső gyűrűket nem megfelelő pozícióban rögzíti.
Szerelési iránymutató. Fontos: minden esetben követendő a gyártói szerelési utasítás!
➊ A gyártói előírásoknak megfelelően készítse elő és rögzítse a gépjárművet. Szerelje le a féknyerget, a kerékagy/ féktárcsa egységet.

➋ Szerelje ki a régi kerékagyat a féktárcsából.

➌ Tisztítsa meg a féktárcsát és győződjön meg róla, hogy nincs rozsdásodás vagy szennyeződés a kerékaggyal érintkező felületen.

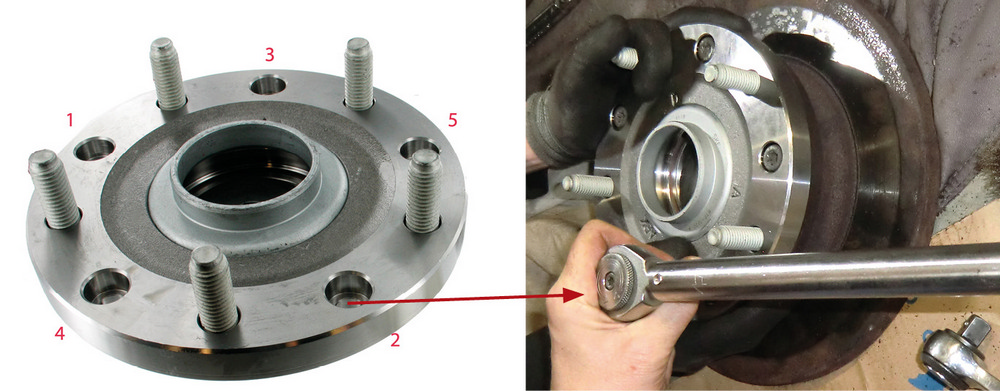
➍ Kézzel húzza meg a csavarokat.

➎ Húzza le a csavarokat 70 Nm nyomatékkal. Kövesse a képen látható csavarlehúzási sorrendet.
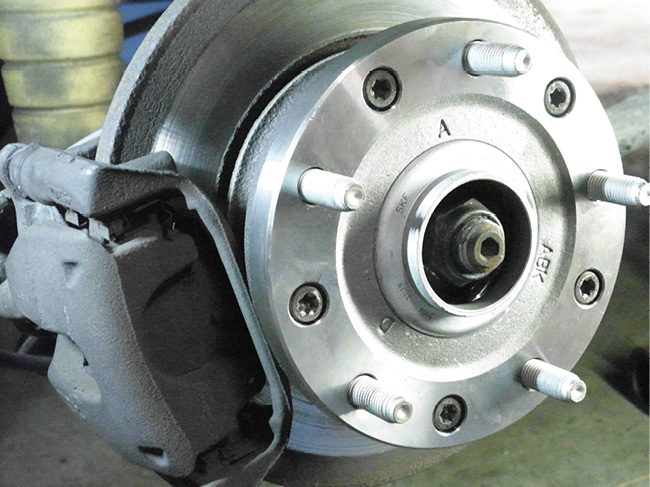
➏ Miután felhelyezte a tengelycsonkra és pozícióba állította a kerékagyszerelvényt, az új rögzítőanyát csak kézzel húzza meg.

Használja a dobozban található új kerékagyrögzítő anyát.
1. lépés Kézzel húzza le a rögzítőanyát. Ötször forgassa körbe a kereket.

2. lépés 200 Nm nyomatékkal húzza le a rögzítőanyát.

3. lépés Ötször forgassa körbe a kereket.

4. lépés Az alábbi megfelelő nyomatékkal húzza le a rögzítőanyát

(44 mm tárcsaátmérő / VKBA 6527) 300 Nm.
(51 mm tárcsaátmérő / VKBA 6528) 450 Nm.
➐ Minden fennmaradó alkatrészt szereljen vissza, a gyártói utasításoknak megfelelően.
➐Szerelje fel a féknyerget, és rögzítse 115 Nm nyomatékkal.
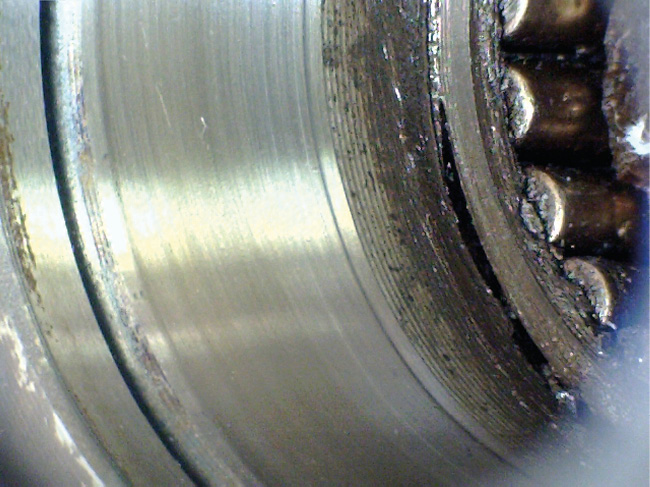
MEGHIBÁSODÁSOK
➑ Meghibásodások, amelyek oka a fenti folyamatok alkalmazásának hiánya:

➑/a: légkulcs használata: túlfeszítés, törött belső gyűrű és tartógyűrű,
➑/b: a kenőanyagba került szennyeződés miatt sérült tömítések,

➑/c: nem megfelelő gördülő elem pozíció,
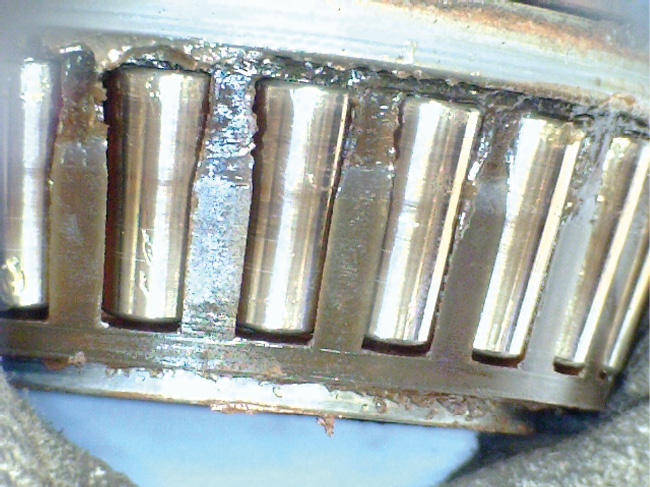
➑/d: nem megfelelő gördülő elem pozíció.
Az SKF gyári (OE) minőségű kerékagyegységek jellemzői:
– úgy tervezték, hogy teljesítse vagy meghaladja a gyártói (OE) előírásokat,
– gyári OE-szenzorok biztosítják a megfelelő ABS rendszerműködést,
– a prémium minőségű tömítések mind a külső és belső részen megóvják a csapágyat,
– precíziós csapágy előfeszítés és a legmodernebb gyártásbeli technológiák alkalmazása,
– a gyári (OE) minőségi előírásoknak megfelelő méret, funkció és terheléses teljesítménytesztelés,
– a gyári (OE) minőségi előírásoknak megfelelő anyag- és felületminőség,
– megfelelő hőkezelési folyamat,
– precíz szerelési tűrések.
Forrás: SKF Pole Position, 2014/21. szám; PUB 80/P2 14757 EN · 2014