
Modern kötelmeink
A gépjárműiparban a kötőelemek, a kötéstechnika legalább akkora változáson ment és megy át, mint bármely más autószerkezeti elem. A feladat sokrétű: csökkenteni kell a tömeget, növelni kell a szilárdságot, hatékonyabbá kell tenni a gyártást és több anyagfajtát, több réteget kell már egymáshoz kötni. A sorozatgyártásban előnyös speciális szegecselések (például a Böllhoff RIVSET), a két anyagot saját anyagával összekötő eljárás (például a Böllhoff RIVCLINCH), a ragasztás, az újfajta csavaranyagok sok újdonsággal szolgálnak, melyek a javítók életét nagyon megnehezítik. Többször írtunk már ezekről, de újdonság mindig adódik. Nem tanulmánnyal szolgálunk, csak néhány érdekességre hívjuk fel a figyelmet.
A csavarokon lehet speciális bevonat is, attól függően, hogy milyen anyagú szerkezeteket kell rögzítenie. Ha a vas anyagú csavart magnézium ötvözetű szerkezetbe (ma például sebességváltó házaknál van erre példa) kell behajtanunk, „megágyazunk” az elektrokémiai korróziónak ➊. Ilyen esetben csak bevonatolt csavart szabad alkalmazni. Szerelők, figyelem!: a csavar kihajtásakor sérül(het) a bevonat, ezért gyári előírás, hogy mindig új csavart használjunk!
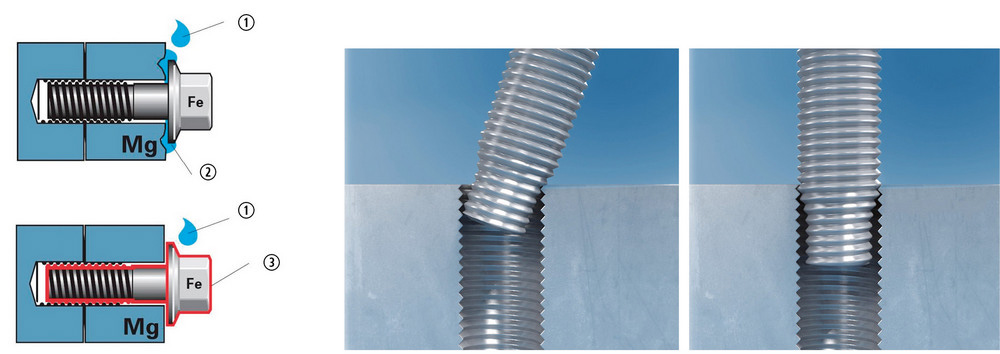
➊1 – víz, 2 – korrózió, 3 – bevonat ➌
A csavarbekapatás megkönnyítésére alakította ki a Böllhoff a csavar menetes végének lecsökkentett átmérőjét. A ➋ és ➌ képek mutatják a problémát és a megoldást. Az ilyen geometriájú csavar a Navitight nevet viseli, és elsősorban az autógyári automatizált szerelést hivatott segíteni.
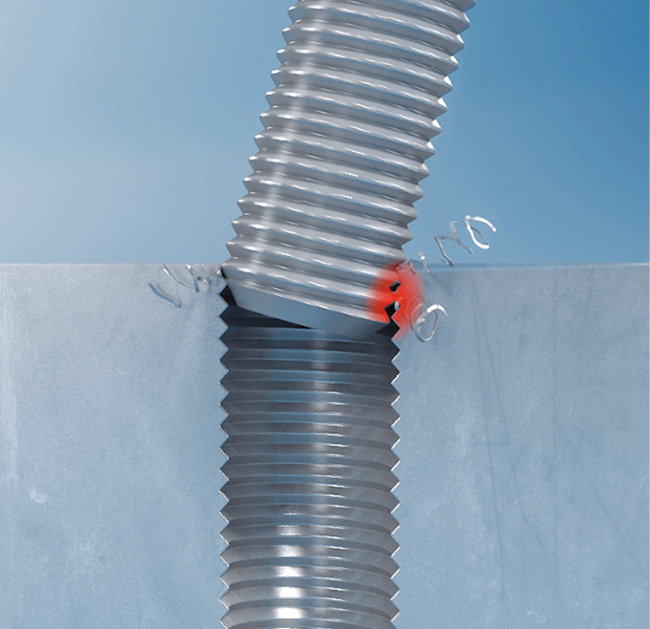
➋
Itt kell megemlíteni, hogy tömegcsökkentést úgy is el lehet érni, hogy a csavar szilárdságát megnövelik és a méretét lecsökkentik. Tehát az adott méretű csavar nem a szokásos szilárdságú. Eddig nem lenne baj, de ez a csavarról nem olvasható le, csak a gyári alkatrészjegyzékből derül ki. A csak méretazonos csere bajt okozhat.
Az autógyártás műveleti idejét a kötések létrehozási idejének csökkentése jelentősen lerövidíti. A problémát fokozza, hogy ma, a könnyűszerkezetes építés korában, „szokatlan” anyagpárosításokat kell egymáshoz kötni. Sokszor feltétel az is, hogy helyi hőbevitel ne történjen. A kötéshez, szegecsbeültetéshez ne kelljen előtte furatot készíteni. A kívánság fokozható: ne is kelljen külön kötőelem, az összekötendő anyagok saját anyagából lehessen kialakítani a mechanikus kötési szerkezetet.
A gyártó még hozzáteszi, mindez legyen „semmi perc” alatt végrehajtható.
Mindezen követelményeket a kötéstechnikai cégek ki tudják elégíteni.
A Böllhoff RIV-tac nagy beültetési sebességű kötőelem, nevezhetjük szegecsnek is ➍.

➍
Hidegtechnika, tehát helyi hőbevitel a kötés létrehozásához nem szükséges. Nagy erővel átnyomják az anyagpáron vagy akár több anyagrétegen ➎. Fémes alkatrészben a nagy sebességű behatolás súrlódó ereje helyi felmelegedést okoz, ez az anyagot a szegecs mikrokörnyezetében megfolyathatja, ezzel a kötésbiztonság jelentősen nő. Többféle anyag (nemfémes és fémes) kötésére is kiválóan alkalmas, ezért is nevezik hibridkötésnek is. A két összekötendő anyag közé ha ragasztó kerül, ez a kötés adja az összeszorító erőt.
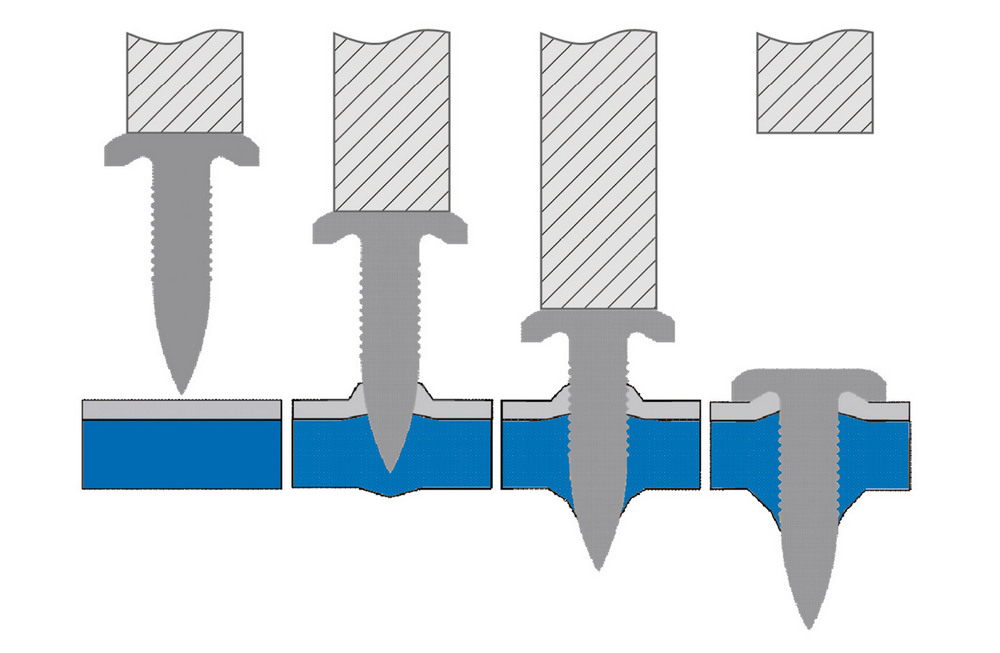
➎
A lemezcsavaroknak viszonylag új fajtája az ún. flow-form csavar. Két fémet, lemezt, illetve alap fémalkatrészhez lemezt (burkolatot) lehet vele rögzíteni, akár több rétegben is. Ha az anyag szilárdsága engedi (alumínium), akkor is az acél flow-form csavar erővel áthatol az anyagpáron. A kötési eljárás nagy előnye a kvázi hidegtechnológia. A kötéskialakítás, ha a behajtófej odafér, gyorsabb, mint a ponthegesztés. A flow-form csavar gépi behajtása nagy fordulattal és nagy tengelyirányú erővel történik. A csavarkúp forgácsoló éle töri át az anyagot, kialakítja a menetet és a súrlódó erő következtében kialakuló hő megfolyatja a lemezt, mely helyileg meg is vastagodik ➏.
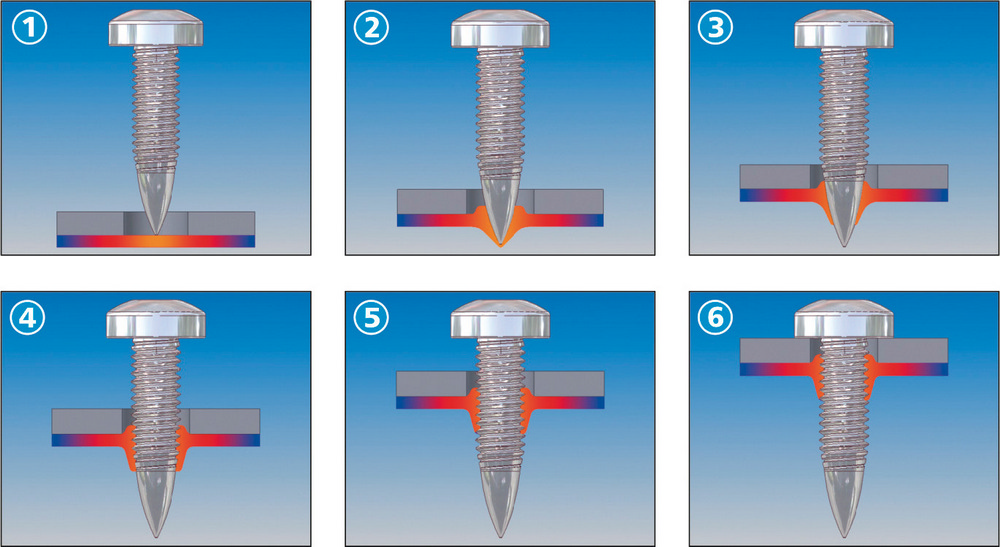
➏
A flow-form csavar szabadalmi leírásából kiemelt rajz mutatja a csavar kialakítását ➐.
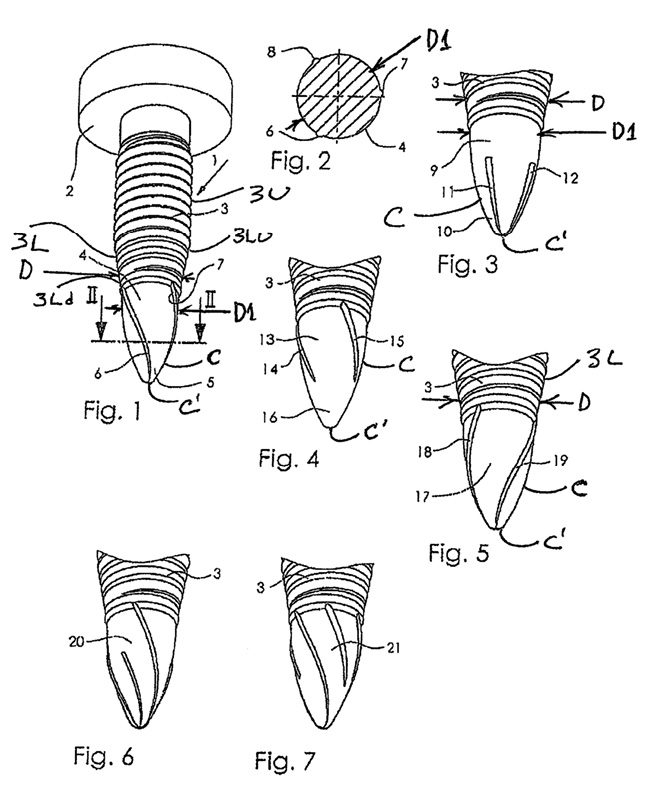
➐
A csavar kihajtható, javításnál a helyére, ahol a környezet ezt engedi, hagyományos csavar helyezhető be.
A kötésmódnak ma már sok változatát fejlesztették ki, sokféle kialakításával találkozhatunk.
(Az Autótechnika cikkarchívumban, például Böllhoff.)


